- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Fyra typer av laserskärning
2023-07-03
Med den kontinuerliga utvecklingen av vetenskap och teknik blir laserskärningstekniken mer och mer sofistikerad. Idag kommer jag att introducera fyra typer av laserskärningsteknik.
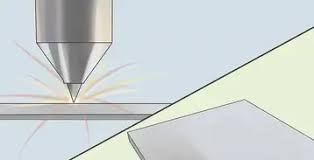
Laserskärning är en av de mest populära metoderna för metallbearbetning idag. Principen är att använda en fokuserad laserstråle med hög effekttäthet för att bestråla arbetsstycket, vilket får det att snabbt smälta, förångas, abla eller nå antändningspunkten för det bestrålade materialet. Samtidigt använder den en höghastighetskoaxial till strålen. Luftflödet blåser bort det smälta materialet, vilket möjliggör skärning av metallarbetsstycket.
Beroende på de termofysiska egenskaperna hos materialet som bearbetas och hjälpgasens egenskaper kan laserskärning delas in i fyra typer. De är laserångskärning, lasersmältskärning, lasersyreskärning och laserkontrollerad fraktur.
1. Laserskärning
Genom att använda en laserstråle med hög energi och hög densitet för att värma upp arbetsstycket, stiger temperaturen på det skurna materialet snabbt, når materialets kokpunkt på kort tid, hoppar över smältsteget och startar förångningen direkt för att bilda ånga. När ångan blåses ut bildas ett skär i skärmaterialet.
2. Lasersmältande skärning
Metallmaterialet värms upp och smälts med en laser. En inaktiv gas såsom kväve blåses genom ett munstycke koaxiellt med balken och den smälta flytande metallen stöts ut under gasens starka tryck. Fördelen med att använda lasersmältskärning är att skäreggarna är relativt jämna och generella. Ingen sekundär bearbetning krävs, laserenergibehovet är högt och gastrycket är högt. Lämplig för skärning av rostfritt stål, titan, aluminium och legerade metaller.
3. Syrgasskärning med laser
Principen för laserskärning av syre liknar den för oxyacetylenskärning. Den använder lasern som en förvärmande värmekälla och syre och andra reaktiva gaser som skärgas. Å ena sidan oxiderar den utsprutade gasen med skärmetallen, vilket frigör en stor mängd oxidationsvärme; å andra sidan blåses den smälta oxiden och smältan ut ur reaktionszonen för att bilda ett skär i metallen. Skärhastigheten är hög och den är främst lämplig för skärning av kolstålmetallmaterial.
4. Laserkontrollerad fraktur
Laserkontrollerad fraktur är användningen av relativt låg lasereffekt för att skapa en skarp temperaturfördelning i spåret, vilket orsakar lokala termiska spänningar i spröda material och gör att materialet spricker längs spåret. Högre krafter kan smälta arbetsstyckets yta och förstöra skäreggen. Den är främst lämplig för skärning av spröda material, såsom kiselwafers och glas.